Tennants Auctioneers
Lot 280
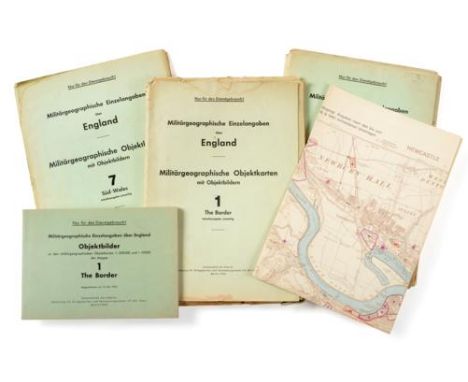
Operation Sea Lion (The Proposed German Invasion of England) - Three Folders of Rare Second World War German Secret Documents Produced by the German General Staff:- Folder 'No.1 The Border', 1942, containing a photo book of targets, including Berwick and other road and railway bridges, numerous important railway and road viaducts, the ports of Tynemouth, Hartlepool, Gateshead, Sunderland, Wallsend and South Shields, Newcastle armaments factory, Garew steel works, Spiller's factory Newcastle; a German reprint of the Ordnance Survey map for the area between Berwick and Hartlepool with suitable targets marked; large scale Ordnance Survey town plans of Carlisle, three of Newcastle as well as Sunderland and South Shields; Folder 'No.3 Nordost-England', 1942, containing a photo book of targets, including Northallerton and other railway bridges, numerous important railway and road viaducts, the ports of Middlesbrough, Hartlepool, Goole and Hull, Billingham chemical works, Leeds steel works, Rochdale machine factory; a German reprint of the Ordnance Survey map for the area between Hartlepool and Hull with suitable targets marked; large scale Ordnance Survey town plans of York, Hull and four of Middlesbrough; Folder 'No.7 Sud-Wales' 1941, containing a photo book of targets, including dams at Craig Goch and Cabab Coch, road and railway bridges, numerous important railway and road viaducts, the ports of Swansea, Cardiff, Newport and Avonmouth, Swansea nickel works, Ebbw Vale steel works, Newport machine factory; a German reprint of the Ordnance Survey map for the area between Church Stretton and Bristol with suitable targets marked; large scale Ordnance Survey town plans of Swansea, Newport, two of Aberavon-Port Talbot and three of Cardiff ***Three of twelve, these highly secret documents were originally prepared for Operation Sea Lion, the German Invasion of England, and then later for German agents and saboteurs who would be dropped by parachute or U-boat to destroy important industrial and communication targets all over England